

Role of Centrifugal Pumps in Sugar Industry

Ever been in the middle of the crushing season on a sugar mill floor? You get smacked with the heat right away. The air is dense with scent. The fluids flowing in the pipes are sticky, sloppy, and very hard to control. If you run a plant like this, you know that a single equipment failure can stall your whole line. Choosing a reliable pump for sugar industry operations isn’t just about moving liquids; it is about protecting your daily profits.
At Mackwell Pumps, we design heavy-duty systems to handle these exact headaches without breaking a sweat. Your sugary process will put your mechanical equipment through its paces.
Buying rugged centrifugal pumps for sugar mills could prove to be the most important decision your engineers make to ensure uninterrupted operation.
Why Standard Pumps Fail in Sugar Mills
The sugar manufacturing pipeline is incredibly brutal on standard fluid transport setups. Raw sugarcane juice has a huge amount of sand, grit, and rough fibres that eat away at interior areas.
- Abrasive Wear: Lime milk and raw juices become liquid sandpaper inside the normal pump casings.
- High Viscosity & Temperature: A good hydraulic design is necessary if one wants to move the thick, boiling syrups without being stopped by clogs frequently.
- Corrosive Environments: Natural acids in the cane juice quickly corrode low-grade metals.
According to a technical report by the International Society of Sugar Cane Technologists (ISSCT), upgrading to optimised pumping systems can boost a mill’s thermal efficiency by up to 12%.
Navigating the Types of Pumps Used in the Sugar Industry
Every stage of sugar production demands a completely different mechanical approach. You simply cannot use a basic, one-size-fits-all pump for raw juice, clarified syrup, and lime mixtures.
Understanding the specific types of pumps used in sugar industry layouts helps you spot vulnerabilities before they cause a breakdown.
1. Raw Juice Extraction
The liquid squeezed straight out of the canes is full of dirt and thick fibre. You need an open-impeller design here so that large particles pass through without jamming the system.
2. Clarification and Carbonation
During this stage, a mixture of lime and sulphur dioxide is added to the juice. The resulting fluid is highly alkaline and abrasive; thus, you need specific, chemically resistant materials to survive.
3. Evaporation and Crystallisation
The water is boiled off here, leaving a thick, highly viscous syrup. Your pumps have to keep a consistent flow even in severe heat and strong vacuum.
Meet the Heavyweight Performers from Mackwell Pumps
We don’t just assemble machinery; we engineer long-term uptime. We have built two distinct pump lines tailored exactly to your toughest factory environments.
FLOWELL™ Centrifugal Pump: The International Standard
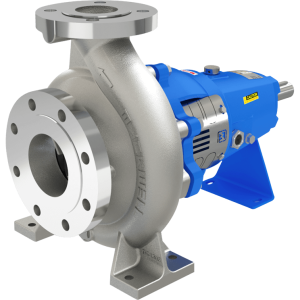
If your facility follows strict global design frameworks, our FLOWELL™ series will fit right into your pipeline.
- Ideal Uses: Ideal for handling low viscosity process liquids that may have some contamination.
- Ideal Applications: Mainly intended for the low viscosity, clean or slightly contaminated process liquids.
- Massive Capacity: Capable of handling very high-volume lines to keep them running smoothly by moving flow rates up to 1500 m³/h.
- Thermal Range: Works flawlessly in harsh environments from -50 °C to +200 °C.
- Pressure Rating: Engineered to easily handle system pressures up to 1600 kPa (16 bar).
We offer a huge variety of shaft sealings and bearing builds for this specific range. You can match the metallurgy to the exact chemical needs of your process fluids.
MACKPRO™ Centrifugal Pump: Built for Extreme Conditions
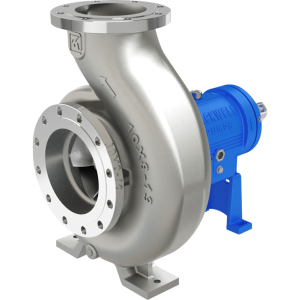
When your operating environment gets genuinely hostile, you need a machine built for pure survival. Our MACKPRO™ line loves the jobs that other pumps can’t handle.
- Design Standard: Meets and exceeds tough ANSI/ASME B73.1 requirements.
- Open Impeller Tech: Packed with over 30 advanced hydraulics to process heavy solids without clogging up.
- Extreme Heat Tolerance: Handles scorching process liquids up to +260 °C.
- Impressive Head: Delivers a powerful head of up to 223 meters (730 feet) for high-elevation transfers.
The hydraulic efficiency of the open impeller design is excellent. It not only helps in keeping the system clear but also results in a significant lowering of monthly energy bills.
Driving Efficiency in Your Plant
Picking the right hardware does much more than just transfer juice from point A to point B. It directly protects your operational budget by lowering long-term maintenance costs.
- Energy Savings: Our perfect machining of hydraulics means your electric motors will demand less power during peak shifts.
- Fewer Replacements Required: Tough, high-grade metallurgy extends the life of your impellers and wear rings.
- Easy Maintenance: Back-pull-out designs enable the staff to attend to the pump without disturbing the main piping.
Being among the reliable sugar industry pump manufacturers in India, we have a strong commitment to seal durability.
How to Choose the Right Pump
Before placing your order for the next batch of pumps to meet your upcoming expansion plans, analyse your application details carefully.
- Liquid analysis: Measure accurate % solids. Measure the pH of your juice.
- Check the Temperature: Make sure that your pump seals will tolerate hot cleaning-in-place (CIP) steam cycles.
- Calculate the Total Dynamic Head (TDH): Size your pump appropriately for your pipe work system to prevent cavitation problems.
We will assist you in choosing the correct pump to meet your specific requirements and not exceed the budget for unnecessary specifications.
Conclusion
Don’t let repeated pump maintenance pull your crushing numbers down this season. Upgrade your factory floor with field-tested reliability. Reach out to our team today to get a detailed brochure or grab a custom quote for your mill.
FAQ’s
1) Which pump is best for handling raw sugar juice?
If you want an open impeller, then an end-suction centrifugal pump is your best bet since it lets through organic fibers and sand without getting clogged.
2) Can centrifugal pumps handle highly viscous molasses?
Standard centrifugal pumps struggle with thick molasses. However, specialised high-temperature centrifugal builds can move intermediate syrups if you control the viscosity.
3) Why is ISO 2858 compliance important for sugar mill pumps?
It ensures identical dimensions. This means you can swap out old pumps without tearing up your concrete foundations or changing your existing pipelines.
4) How do Mackwell pumps prevent leaks during processing?
Our FLOWELL™ and MACKPRO™ series come with multiple heavy-duty mechanical shaft seals built specifically to handle sticky, crystallising sugar juices.

